
ISO 9001:2015 Certified
Certified by: QAS International

2023 Net-Zero Industries Award National Winner
Category: Outstanding Projects

2024 BloombergNEF Pioneers Finalist
Category: Building Decarbonization


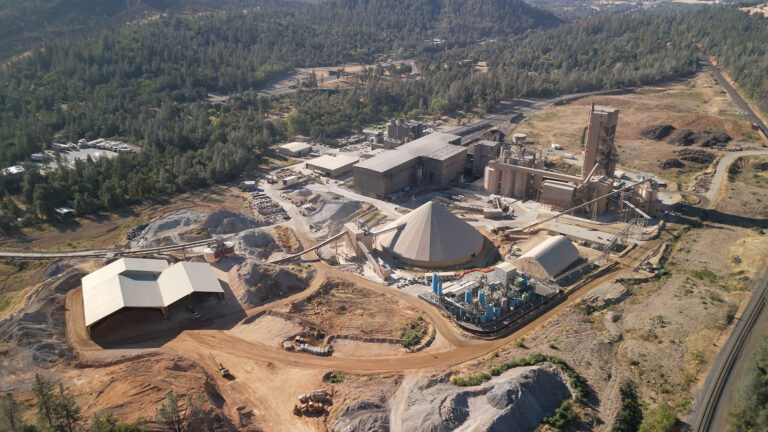
Fortera ReCarb Plants
In today’s cement and concrete ecosystem, embodied carbon from cement production accounts for a significant share of global CO₂ emissions. Fortera ReCarb Plants showcase a paradigm shift: instead of releasing CO₂, we capture it from kiln exhaust and mineralize it into cementitious material, converting what was a waste stream into ReAct low-CO₂ cement. This isn’t incremental: it’s foundational.
• Technology, enables progress: ReCarb technology enables this progress by producing cement with 70% lower carbon dioxide (CO₂) emissions compared to ordinary portland cement (OPC), while maintaining near-term cost parity and performance standards.
• Turnkey, bolt-on solution: Designed to “bolt-on” to existing cement and lime plant infrastructure, reducing CAPEX and leveraging existing scale. No disruption with operating infrastructure.
• Custom engineering: Each Fortera ReCarb plant is tailored to our partners plant requirements, feedstocks, and local market demand.
• ReAct low-CO₂ product portfolio: ReAct Blend, engineered to work with cement to improve early strength and flow and ReAct® Cement, a standalone cement replacement.
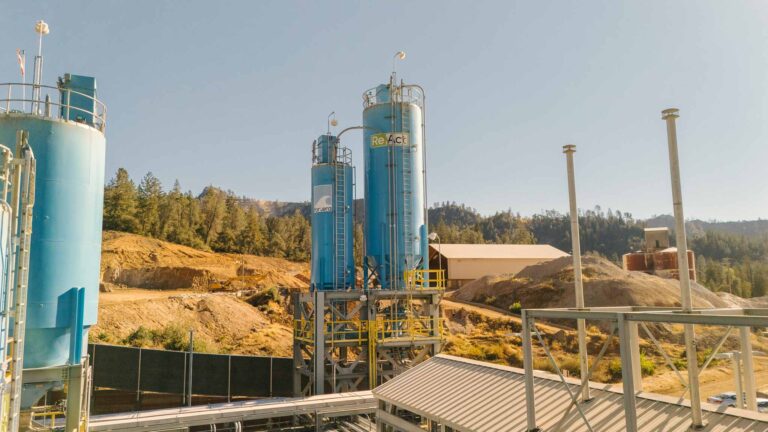
• Quality assured: With ISO 9001 certification (Fortera Redding ReCarb Plant), partners can trust that ReAct meets high standards of consistency, performance, and traceability.
Fortera Redding ReCarb Plant Grand Opening Video










Economical Cement Decarbonization
Turnkey Bolt-On ReCarb® Plant Operation
Tailored Engineering Services for Each Partner
ReAct® Product Solution Designed for Your Business and Marketplace Dynamics
Reduce Risk Exposure — Avoid CO2 Penalties
Accelerate Your Business and Product Portfolio Path to a Carbon Neutral Future

ReCarb Plant Process
Our focus to work alongside our customers will pave a path to zero CO2 cement production by upcycling carbon emissions directly from the kiln.


1. Raw Lime Silo
3. CO₂ Absorber
2. Dissolution Reactor
4. Clarifier
CO₂ from Kiln Exhaust
5. Filter Press
6. Dryer
7. ReAct Product Silos
Gas Scrubber
1. Raw Lime Silo
Raw lime feedstock is stored.
2. Dissolution Reactor
Lime is dissolved. Use of proprietary solvent.
3. CO2 Absorber
Carbonation process. Precipitation formed. Reactive Calcium Carbonate (ReAct®) produced.
4. Clarifier
Slurry pumped in tangentially. Solids separate through gravity.
5. Filter Press
Mechanical plates press out liquid. Solid cake is separated and ejected at the bottom.
6. Dryer
Product cake is broken up with rotating blades. Hot gas dries product into powder.
7. ReAct Product Silo
Final product is stored in preparation for shipment.

Read our Documentation
Fortera provides technical engineering, research, and consulting services.